 鎌倉彫道友会 道具道楽
鎌倉彫道友会 道具道楽人造砥石の部屋
*サイトマップはこちらから
*パソコンでの閲覧はこちらからどうぞ! → 鎌倉彫道友会
鎌倉彫道友会 道具道楽
人造砥石の部屋
*サイトマップはこちらから
*パソコンでの閲覧はこちらからどうぞ! → 鎌倉彫道友会
【目次】
1.キングデラックス・シリーズ
2.人造砥石を研ぎ比べる(シグマ&ナニワ編)
『人造砥石の部屋』へ、ようこそ!!
ここでは、プロローグでお話ししたように、
鎌倉彫で使う様々な“人造砥石”の種類・銘柄・使用法・お手入れ方法などについて、
いろいろな角度から、お話してみようと思います。
道具としての“人造砥石”を
“理解して大切に使う”ための実践的な方法について、
可能な範囲で、触れて行きたいと思っています。
各種刃物を扱われるご専門の研ぎ師さん・職人さんがご覧になる場合、
それぞれの流儀や扱い方の違いによって、
首をひねりたくなるような記述もあるかもしれませんが、
「まぁ、こんなやり方もあるのかな~」くらいに軽く読んでいただいて、
ご海容くださると、ありがたいです。
もし、明らかな誤記などがありましたら、ご面倒ですが、メール・FAX・電話等でご教示ください。
どうぞよろしくお願いいたします。

(↑)ご紹介する人造砥石の一部です。荒砥~仕上げ砥まで、いろいろなタイプのものがあります。
講師は“仕事兼趣味”でたくさん集めましたが、一般的には荒砥・中砥・仕上げ砥を、それぞれ1~2丁ずつ持っていれば充分です。
① |
② |
③ |
④ |
①キング#1200の全体画像です。(※最初は砥石全体を10~5分間ほど水に浸して、吸水させます)。
画像では、オレンジ色のノンスリップマットの上に雑巾をしいて、その上に底の浅いトーレーを置き、
そのトレーの中に、吸水済みの砥石を載せています。
トレーに1センチ~5ミリの深さで水を張ると、毛細管現象で砥面に水が浸み上がってきますので、「水切れ→水掛け」の頻度が減って、なにかと砥ぎやすいです。
ちなみに、水掛けは、観葉植物用の“レバー付き噴霧器”(100円ショップで売ってます)が調子良いです。
②“丸刀研ぎ”のための、溝を掘っているところです、定規を当てて、ねじ式の金釘で掘ってます。
何往復かすると、だんだん溝らしくなります。
③ ②で造った溝にヤスリを当てて、溝をならしているところです。丸刀用の“薄挽き砥石うすびきどいし”に耐水ペーパー#80~150番を巻いて、好みのアール・深さにならします。
※研ぎに習熟してくると、浅丸~深丸くらいの丸刀なら、溝を使わずに平面で砥げるようになります。
(平面で研ぐ方が、丸刀の“刃渡り線のカーブ調節”がやり易く、また、“艶切れ・永切れ”する刃が付くと言われます)。
④キング#1200の側面を使って、左中指で裏研ぎ(裏押し)をしているところです。
通常の幅の広い砥面は、いろいろな形状の「表刃研ぎ」をするせいで“面ダレ”しやすいので、
側面を『裏押し専用の砥面』として確保しておくと、裏押しの精度が安定します。
(※裏押し専用の側面も、ときどき平面精度をチェックして、必要に応じてダイヤ砥や金剛砥で平面修正しましょう。)
⑤ |
⑥ |
⑦ |
⑧ |
⑨ |
⑤上が『GC金剛砥#220』(←よもぎ餅みたいな色をしています)、下が『アトマエコノミー荒目#140』です。
・『GC金剛砥』は砥石修正のほかに、各種彫刻刀の“荒研ぎ”にも使いますから、それぞれ使用する面を決めて、
“砥石修正用の面”は常に「平面を保つ」ように心掛けます。
それでも「平面が崩れてしまった」場合は、“打ちっ放しのコンクリート”の平らな部分を見つけて、コンクリートで金剛砥を水研ぎして、「平面修正」をします。
(※なるべく昼間に行いましょう。・・・講師は昔、近所の側溝の蓋を使って、夜中に金剛砥の平面修正をしていたら、近所の住民が通報したらしく、お巡りさんから不審尋問を受けたことがあります・・・笑)
・アトマエコノミーは、張り替え式・分散型電着ダイヤ砥石で、「株式会社ツボ万」の製品です。
メッシュは140(荒目)のほかに、325/400(中目)、600(細目)、1200(極細目)がありますが、一般の生徒さんの使用であれば、荒目と中目があれば、充分かと思います。
値段もダイヤにしてはリーズナブルで、『張り替え』も利き、寿命も長く、平面精度も充分です。
#140はしばらく使うと#200前後の使用感になり、そのメッシュの使用感がかなりの期間持続します。
刃物研ぎにも使えるそうですが、講師は、砥面修正だけに使っています。
⑥丸刀用の“薄挽き砥石うすびきどいし”の原型です。
キング1200を、砥石屋さんに頼んで、好みの厚さに挽いてもらいました。
挽き賃の相場はいろいろですが、ワンカット300~500円位の見積もりが多いと思います。
専用鋸で、自分で挽くことも可能です。
⑦アトマの荒目で、薄挽き砥石の“アール(:建築用語で「面を取ったカーブ・丸み」のこと)”を付けているところです。
通常は“水研ぎ”で成形します。
⑧薄引き砥石のアール砥面が仕上がったところです。これは、2分の丸刀用です。
薄挽き砥石は、刃裏の先が当たる所だけが凹みやすく、すぐに変形しますので、こまめなメンテが必要です。
⑨キング#1200本体の面を取ったところです。
砥面修正の後に、必ず行います。これをさぼると砥石の角で手を切ることがあり、要注意です。
(この類の切りキズは治りが遅く、すごく痛いです。)
⑩ |
⑪ |
⑫ |
⑬ |
⑭ |
|
⑩道友会の教室で使用している、『キングの彫刻刀トイシ』です。
メッシュは左が1000番(中砥なかと)、右が4000番(仕上げ砥)で、表裏両面兼用の砥石です。
(平らな面は小刀・平刀・極浅丸刀用で、裏面には極浅丸刀以外の丸刀を研ぐ“溝”が5本掘ってあります。)
また、それぞれ一枚だけですが、“薄挽き砥石”もついています。
(この薄挽き砥石は、調整すれば、3分の丸刀~1分の丸刀くらいまでの裏研ぎが兼用できます。)
中砥・仕上げ砥の2枚セットで、3000円前後で売っているお店が多いと思います。
中砥#1000番は、厚みが薄いのですぐに吸水し、トレーに置いて3ミリ深の水を張ると、その後の“水掛け”の必要がほとんどなくなります。
研磨力が強く、砥糞を利用して砥ぎ込むとメッシュが細かくなって行く印象があります。
仕上げ砥#4000は何かと優れモノで、吸水時間はほぼゼロ。上手に砥ぎ込むと最終的に#6000以上の仕上がりになります。
※キングの#4000以上は、吸水時間がほとんどかからず、研ぎたい時に速攻で使えます。
⑪ ⑩をタッパウエア(100円ショップの安物です)から取り出したところ。
タッパウェアはこの砥石の携帯に便利です。蓋の裏の部分をトレーに見立てて水を張って使えます。
塗れ雑巾かノンスリップマットの上に蓋を置けば、どこでも安定した研ぎ作業ができます。
⑫“キング彫刻刀トイシ”の丸刀用の溝の“縁の部分のバリ”を、耐水ペーパー#150で落としているところです。
この部分を使って、丸刀研ぎの仕上げをするタイプの人にとっては、このバリは迷惑な障害物です。
キング彫刻刀トイシには、最近、このバリがついていることが多いです。
⑬手前がキングの『F-3』(183×62×15ミリ)、奥がキングの『S-45(HT43)』(176×52×15ミリ)です。
メッシュはF-3が4000番、S-45HT43が6000番で、どちらも平成23年に購入したものですが、
アール刃砥ぎ用の中仕上げ人造砥としては最高レベルの性能だと思います。
(細かくて実用的な刃が、とにかく手早く付きます。)
いずれも、ネット通販で1000~2000円台で購入できます。
キングには、次の⑭でご紹介する『G-1 #8000』(5000円台)、鎌倉彫でも愛用者の多い『S-1、S-2#6000』(2000円台)などの『銘砥』がありますが、
最近の『F-3』と『S-45HT43』(特に後者)には、ちょっと別次元の性能を感じます。
工場での製法に特別な工夫をしているのでしょうか・・・?
⑭手前からキングの『S-2(平成23年購入、プラスチック台付き)』、『G-1(平成9年購入、木台付き)』、一番奥が同じく『G-1(平成22年購入、プラスチック台付き)』です。
平成23年に購入した『S-2、190×70×20ミリ』は“#6000”ですが、⑬でご紹介した『F-3#4000』よりも、粒度が粗いです。
また、平成22年購入の『G-1(プラスチック台付き、210×73×22ミリ)』も“#8000”ですが、『S-45HT43、#6000』よりも、やはり粒度が粗いです。
 |
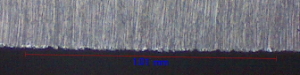
左側の白っぽく曇っている部分がS-2による研磨。 右側の青黒く光っている部分が S-45HT43による研磨。 どちらも同じ#6000ですが、 仕上がりはS-45の方が、かなりキメ細かいです。 (ただし、“研削力”はS-2のほうが強大です。) “S-2 → S45”の順で研ぐというやり方も あるかもしれませんね。 |
一方、平成9年購入の『G-1(木台付き、#8000)』は、見た目もきれいな卵色で、『S-45HT43、#6000』よりもやや細かい#8000らしい刃がつきます。
――ということで、率直な感想を言えば、
最近研いだ「S-1、S-2、S-3、G-1」は一昔まえとは“別物”になってしまったような感じがします。。。
『確かに良くかかって良く下ろす・・・けど、なんだか繊細さに欠け、粒度も粗い』のです。
ステンレス包丁用に的を絞っているのでしょうか。。。
刃当たりだけでなく色具合も昔とは全然違うし。。。
1年くらい使い込むと、少しづつ石質が引き締まって粒度が細かくなってくる印象もありますが・・・
私的な要望としては、昔ながらのS-1、S-2、S-3、G-1に、もう一度甦ってほしいものです。
講師はこのところ、キングで手早く仕上げる時は、
『F-3』『S-45(HT43)』『平成9年購入の木台付きのG-1』を、用途に応じて使い分けています。
※『S-65(HT63)、#6000、185×63×20ミリ』も、#6000らしいキメ細かさで仕上がります。
※『S-55(HT53)、#6000、185×62×15ミリ』と『砥石の王様PB-03、#6000、185×63×20ミリ』も、#6000らしいきめ細かさで仕上がるとの情報を頂きました。
ご教示ありがとうございましたm(__)m H28.11.8追記
◆以上で、キングデラックスシリーズのご案内を終わりますが、洩れ伺ったお話では、松永砥石さんのキングデラックスシリーズは、発売当初、中砥石業界に“革命”をもたらした人造砥石であったと聞きます。
青砥、門前砥、沼田砥、会津砥、但馬砥、佐伯砥、改正砥、対馬砥、・・・などなどの天然中砥に頼っていた職人さんたちが、
発売以降、どんどん“キング党”に宗旨替えして、
『中砥に関する限り、人造砥石の方が性能が良く、扱いやすく、価格も安く、品質も安定している』
との世評が、『あっという間に広まった』と、ご年配の砥石屋さんがおっしゃっていました。
講師の仏像の師匠である小田谷史弥先生(東方学院で仏像彫刻の講師をしておられます)も、初めてキングの中砥を使った時の言い知れぬ感慨――、
『・・・これまでの中砥石をめぐる自分達の苦労は、一体なんだったんだろうか?・・・』
――について、熱く語ってくださったことがありました。
『極める』というテレビ番組で拝見した、音丸耕堂先生ご愛用の中砥も、『キングデラックス#800』でした。
講師がお世話になった当時の鎌倉彫業界でも、
キングは無くてはならない人造砥として、きわめて多くの職人さんに愛用されていました。
昭和の有名無名の工匠でキングを愛用した芸術家、工芸家は星の数ほど沢山いると思います。
講師の印象では、キングデラックスシリーズは『完全な人造砥』ではなく、まだまだ天然砥石の体温を内に秘めた、『研ぎ手の手加減・心加減に応えてくれる砥石』なのでは・・・と思います。
最近の、セラミック、ガラス、ダイヤ系の砥石の――、
「カチッと固くて、融通が効かず、人の手加減を迎え入れるアソビもなく、当たるを幸い問答無用でガンガンザクザク研ぎ下ろす」
――というようなラジカルデジタル系の研ぎ感ではなく、
スローでアバウトでナチュラルなアナログ系の研ぎ感が楽しめる砥石なのだと思います。
でも、このアナログっぽい“ちょこっと世話が焼ける感じ・・・アバウト感・・・マッタリ感・・・アソビ感”こそが、
もの造りの精神衛生には意外と重要なんですよね・・・
・・・ということで、
今回はキングさんへの心からの感謝と敬意と激励の気持ちを込めて、この項の筆をおきたいとます。
ーつづく―― (2012.2. 記)
このページの先頭へ
その2 人造中砥石を研ぎ比べる
――シグマ&ナニワ編――
◆刃物研ぎで大切なのは、なるべく無駄な時間・労力をかけないこと。。。
そのためには――、
①粒度の粗い砥石 → ②粒度の中位の砥石 →
→③粒度の細かい砥石 → ④粒度の超細かい砥石
――という具合に、段階的に目の細かい砥石に乗り換えて、能率良く研磨条痕を消して行くことが大切です。
通常、①は「荒砥あらと」、②は「中砥なかと」、③は「仕上げ砥しあげと」、④は「超仕上げ砥」、と呼ばれ、
鎌倉彫でよく使われる人造砥の「#メッシュ」は――、
①#80~240番くらい ②#700~2000番くらい
③#4000~8000番くらい ④#10000~30000番
――あたりが一般的かと思います。(ただし、④を常用する職人さんは少ないかもしれません。)
◆ところで、①~④の研ぎの工程は、どれも重要ですが、中でもとくに重要と言われるのが、
刃物の“切れ味の質”を決め“使い易い微妙な形状”を成形する『中砥(:中研ぎ)の工程』です。
人造の中砥石は、おおむね#700~2000番くらいの粒度のもので、複数のメーカーから多種多様な商品が販売されていますが、それぞれに魅力的な能書きが付いていて、『どれを選んだらよいか、迷ってしまう』のが実情です。
そこで今回は、講師の手持ちの人造中砥石をご紹介しながら、それぞれの砥石の特徴や使用感想などをやや詳しくご案内したいと思いたった次第です。(・・・しかし、ここから先の記述内容は、ややマニアックな感じになりそうですので、現在、キング・デラックスの中砥石(:鎌倉彫では#1200を使う人が多いと思います)などで満足しておられる方には、必要の無い知識情報となってしまうかもしれません。。。)
◆“永切れ”“艶切れ”“硬切れ”などの要素を追究したい方や、“薄削り”などに興味のある方のご参考に、多少とも役立つようならばうれしく思います。。。
【ご注意】
以下に述べます『使用感想』は、あくまでも“個人の感想”です。
(TVショッピングのテロップみたいです↑笑)
鋼種や地金の性質、研ぎ手の水加減、力加減、運刃の角度・スピード、名倉やドレッサーの種類・加減、ストロークの長さ、etc・・・によって、刃物の研ぎ上がり方は様々に変わってきますので、
あくまでも“参考程度”にお楽しみくださいませ。
※また、今回は各メーカーの人造砥石の特徴・性能に焦点を絞って、ご案内したいと思います。
『彫刻刀の研ぎ方』については、“彫刻刀の部屋”のコーナーで、順次ご紹介する予定ですので、そちらをご覧くださいませ。
A.シグマパワー製の中砥石
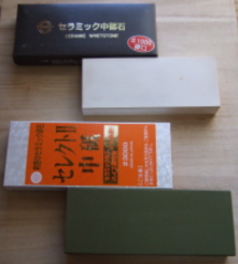 まずは、シグマパワーさんのセラミック砥石を2丁、ご紹介します。 写真の上段が『セラミック中砥石 #1000 硬口』、 下段が『セレクトⅡ中砥 #3000』です。 ★『セラミック中砥石#1000硬口』は、一般に『目詰まりしやすい』という評価を受けやすく、GC粉末#1000との併用が推奨される場合もあるようですが、幅の狭い彫刻刀類を研ぐ分には『目詰まり』で困ることはないだろう、と思います。 『その1~①』でご紹介した“毛細管現象”が効くタイプなので、この方法を用いると研削クズもほどよく流れ落ちて、サクサクサラサラと気持ち良く下ろせます。 平面保持性が高く、減りが少ないので、お買い得感があります。 摩擦係数が高い感じで、『滑らかな研ぎ心地』とは言いにくいですが、しっかりと下ろしてくれる感じで、かなり“手早い”です。 ただし、力ずくで研ぐと深い研ぎキズが入ることがあるので、『伊予砥』や『三河名倉のボタン・バン・アツ』などを名倉に使って、力を抜いて研ぎ上げることが大切だと思います。 |
★『セレクトⅡ中砥 #3000』は、欧米(特にドイツなど、高硬度の全鋼を研ぐ国々)での評価の高い人造砥石で、硬度の高い“ハイス鋼”“セラミック包丁”などを気持ちよく研ぎ下ろしてくれます。
※粒度の表示は“#3000”ですが、研削力は#1000と同じ感覚で使えます。(ただし上手く研げば、刃付けは#2000以上の仕上がりになります~不思議な砥石です~)
主に輸出用に開発された砥石とのことで、国内の#表示と比べると、なにかとギャップを感じるかもしれません。
講師の主観では、
セレクトⅡ#3000の研削力は通常の#1000番くらい、
セレクトⅡ#1000の研削力は通常の#400番くらいに感じました。
またこの砥石は、研ぎ味がかなり滑らかで、いわゆる“平面保持性”も高いほうだと思いますが、精度の高い“裏押し”にはいま一つ適さないように感じます。
(=微妙に“裏小刃”が付いてしまうような“沈み込むような密着感”があります。単純に講師の研ぎ方が悪いのかもしれませんが・・・。)
HRC(:ロックウェル硬度)65以上の刃物を研ぎたい時、『セレクトⅡ中砥#3000』は、かなりの研削力を発揮する、頼り甲斐のある人造中砥だと思います。
◆次に、セラミック中砥・セレクトⅡで研いだ刃先の“USB顕微鏡画像”をそれぞれご紹介します。
【※『USB顕微鏡画像』のご説明】
★画像サンプルの刃物は、道刃物工業さんの「ハイス鋼(:SKH-51)」の右小刀です。
サンプルの『SKH-51(:従来は切削ドリルの刃材等で汎用)』は、手持ちの彫刻刀との比較で、体感的に「HRC63くらい?」と思われます。彫刻用の刃物として必要な「靱性(:しなやかな粘り強さ)」も持ちあわせている鋼材で、刃物らしく徐々に摩耗しながら“永切れ”します。ほど良い「硬さ」「粘り強さ」「永切れ感」「研ぎ易さ」「刀身の厚さ」を兼備している感じで、教室で用いるハイス刀としては扱い易いと思います。
※一般に市販されている彫刻刀のHRCは「60前後」が多いようで、
左小信さんの教室用の『青紙2号A』だと「64くらい」、三木章さんのハイス彫刻刀で「65くらい」、とうかがったことがあります。
その他の鋼種では、『青紙スーパー』が「HRC65~67くらい」、『白紙2号A』の叩き鑿で「HRC65~67」を標榜する鍛冶屋さんもおられます。
市販品ではありませんが、講師が以前に注文制作した『ZDP189』は硬度検査の結果「HRC67」、同じく『HAP72』は「HRC68.5」でした。
このように、近年の刃物は「硬さ」も「粘り」も上昇傾向にあり、
そうした“研ぎにくい鋼種”をいかに首尾よく研ぎ上げるかが、
人造砥石業界の課題の一つとなっているようです。。。)
もちろん彫刻刀は“硬ければそれで良い”というような単純な道具ではありませんが、硬くて粘りのある刃物が、いろいろなシーンでなにかと頼り甲斐のあることは、論を俟たないだろうと思います。
ハイス鋼は摩擦熱に強いので、一般教室では機械で研ぎ上げる場合が多いようですが、手研ぎで微妙な“形状”や“切れ味”を追求しながら刃を付けると、機械研ぎとは一味違う切れ味・使い勝手を発揮するように感じます。
また、『硬度や靱性が高いハイス鋼・粉末鋼・特殊鋼』の刃付け具合は、人造砥石の性能を評価する試金石としても、分かりやすい指標の一つであると思います。
★以下の顕微鏡画像の小刀は、三橋系のワイパー研ぎで、
刃渡り線に対してなるべく直角方向に運刃して研ぎました。
★鎌倉彫の小刀の特徴である、薙刀(なぎなた)型のゆるいカーブを付けて研いであります。
また刃裏の“返り刃”も刃表と同じ砥石で処理してあります。
★画像は、“210~220倍率”で撮影したものを、リサイズ・トリミングしたものです。
★画像内の“細い赤線”は実際の『1mm』の目安です。
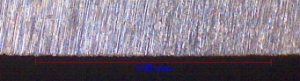 【↑セラミック1000硬口×SKH-51】 “毛細管現象”で水切れを補えば、 目詰まり無く、気持ちよく研げます! |
←#1000らしいシャープな“V字溝”の研磨条痕が整然と並んでいます。 刃先の鋸状の凹凸もツブが揃っており、いい感じです。 また、切り刃があまり波打たずに平らに研げているので、鑿や鉋で薄削りしたい時には都合が良いかもしれません。 この刃は、『伊予砥』を名倉に使って仕上げました。 |
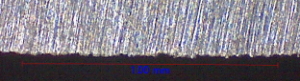
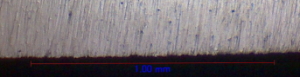
 【↑セレクトⅡ#3000×SKH-51】 研削力は#1000レベル、三河名倉をうまく併用すれば刃付けは#2000以上! |
←研磨条痕が浅く細かく、丸味のある“U字溝”が並んでいる感じがします。 刃先の鋸状の凹凸も直線的で、#3000なりの繊細さが感じられます。 刃先のところどころに、細かい“刃こぼれ状の凹み”が観察されますが、20ミクロン以下の幅ですので、仕上げ研ぎの段階で、問題なく消えて行くだろうと思われます。 この砥石も“毛細管現象”が効くタイプなので、充分に水を含ませて、三河名倉などで研ぎ汁を出し、力を抜いて研ぐと良い結果が出るようです。 石の性質に慣れるまで試行錯誤が必要でしたが、今では頼もしい存在で、#4000~8000番レベルの仕上げ砥の“ドレッサー”“人造名倉”としても活躍しています。 |
このページの先頭へ
B.エビ印
NANIWA(ナニワ)製の中砥石
  ↑上から「ミクロンデラックス#1000番」、「同#1500番」、 剛研玄人(プロ)#1000、スーパー砥石台付き#2000。 個性豊かなラインナップです! NANIWA(ナニワ)と言えばエビ印! エビ印と言えば、「ミクロンDX」、「スーパー砥石」、「超セラミックス」、「剛研シリーズ」『エビ純白」「ダイヤモンド角砥石」ですが、今回は『中砥』ということで――、 「ミクロンDX#1000」「ミクロンDX#1500」、 「剛研玄人#1000」、「スーパー砥石#2000」 ――の4丁をご紹介します。 それぞれ個性のある砥石で、ナニワさんの職人気質の懐の深さが感じられます。特にミクロンDXはキングDXと比較されることが多いと聞きますが、この際、両者の違いについても少し探求してみたいと思います。 画像の一番上の「台付き#1000」は“45ミリ幅”のサンサイズ。彫刻刀には良いサイズで、かの有名な「エビ純白#8000」のドレッサーとしてメーカーから推奨された中砥石です。 また、剛研玄人(プロ)#1000は、シグマさんのセラミック中砥・セレクトⅡと同じ“75ミリ幅”で、刃渡りの長い塗師包丁や切り出しを研ぐ時に重宝しています。 |
 【↑ミクロンDX#1000×SKH-51】 う~む、暴れん坊の刃付けです!  【↑キングDX#700L×SKH-51】 |
←「ミクロンDX#1000」がハイス鋼:SKH-51に付けた研磨条痕です。刃先の鋸状の凹凸のUP~DOWNが激しく、切り刃の面がカーテンの裾(すそ)みたいにフリル状に波打っているのが観察できます。 下の「キング#700L」の刃付けと比べても、ミクロンDXは刃先の暴れん坊ぶり?がよく分かり、ピラニヤの歯並びを連想したくなります。獰猛に切れそうです。笑 このタイプの刃付けは“繊細”とは言えませんが、鋸の凹凸が摩耗しきるまで切れますので、“永切れ”する傾向があります。 もっとも、手荒い扱いをすると“刃こぼれ”することもあるので、現場で実戦を積んだベテラン向きの刃付けであると言えそうです。 (ただし、仕上げ砥で凹凸やフリルを研ぎきってしまえば、“永切れ効果”は失われ、“艶切れ効果”が現れます。。。) |
 【↑ミクロンDX#1500×SKH-51】 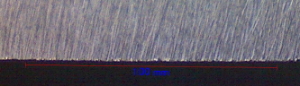 【↑キングDX#1200×SKH-51】 |
←上の画像と同じことが観察できます。 どちらも番手はキングDXのほうが粗いのですが・・・。 『刃先の切り刃面がフリルみたいに細かく波打つこと』を考えると、私の場合、ミクロンDXは“薄削り”にはやや不利な砥石かもしれません。 切れ止まない刃で一気呵成に荒彫りしたい時には調子良さそうです。。。 また、こうしてみると、ミクロンDXの研磨条痕が“V字溝型”であるのに対し、キングDXの研磨条痕は柔らかい“U字溝型”であることが分かります。 外見が似ているのに、両者の“刃付け”ががほぼ真逆なのはちょっと驚きですが、使う側にとっては性能特徴がダブらないのはありがたいことで、ナニワ・キング両社の職人気質ににあらためて拍手を送りたい気持になります。 |
 【↑剛研玄人#1000×SKH-51】 ↑『剛研玄人#1000』は、キングハイパー#1000の対抗馬として開発された中砥であると言われます。現在、『キングハイパー#1000標準硬度』が製造待ちのため、ここで両者を比較することができないのが残念ですが、いずれ機会を見てぜひ実施したいと思います。 ともあれ、画像で見る限り、『剛研玄人#1000』はミクロンDX1500やキングDX1200よりも番手が粗いのに、刃付けがさらに繊細で、研磨条痕も優美な“U字溝型”であることが観察できます。(カーテンフリル状の波打つ切り刃面はここでも健在ですが。。。) となると――、ここで消費者が肝に銘じるべき教訓の一つは、『人造砥石の粒度の#(=番手)はあてにならない』ということでしょうか。 砥石はやはり実際に研いでみないと、分からないことが多いようです。。。 『剛研玄人#1000』は、研削力が強く砥粒も細かいという点で、かなり高性能なお買い得の人造中砥だと言えそうです。 |
 【↑スーパー砥石#2000×SKH-51】 白髪っぽくて、なんだか怖いです・・・笑 ↑こちらは『スーパー砥石#2000』の研磨条痕。。。一見して、これまで紹介したどの砥石とも違う仕上がりです。 何らかの化学変化が起きているのでしょうか? 20ミクロン位の黒い微粒子が切り刃にめり込むように付着しているのが観察できます。 スーパー砥石の砥粒が切り刃にめり込んだのでしょうか。。。それともハイス鋼の硬い金属組織や炭化物が、鋼本体から引き剥がされそうになっているのでしょうか。。。 素人判断は禁物ですが、色具合を無視すれば、2000番なりのV字溝型の研磨条痕がきめ細かく鋭く並んでいて、“永切れ&艶切れ効果”が期待できそうな刃付けです。 220倍率で見るとややグロテスクですが、肉眼で見るスーパー砥石#2000の仕上がりは、上等な“硬口の天然青砥”で研いだような感じで、荒彫りならそのまま使えそうな刃付けです。 砥面はやや軟質で、手が決まっていないとアール刃研ぎの際に砥石を彫ってしまう可能性がありますが、砥粒はかなり細かく研削力も上々です。吸水性が無く水をひとかけするだけで手早く実用的な刃が付きます。 刃こぼれ等の心配もほとんど感じないので、急ぎ仕事の時は『シャプトン黒幕#2000』に次いで使用頻度が高まっています。 |
◆以上のナニワ製の4丁は、『スーパー2000』を除いて、どれも“毛細管現象”が効きますので、“水切れ・水掛けの心配”はあまり要らないと思います。
特に『剛研玄人#1000』は、取り扱い説明に“毛細管現象を利用するように”記載されており、実際にやってみると、30ミリ厚にもかかわらず、約2分位で砥面がしっとり潤いました。
ラインナップされた商品を実用するたびに、
それぞれの砥石が違う切り口で開発研究されている感じがして、
ナニワさんは、ほんとに職人気質で砥石好きな会社なのだなぁ、と感心します。
それでは今回はこの辺で。
ご通読、ありがとうございました。
次回は『人造中砥石――シャプトン&キング編――』をご案内する予定です。
(2012年10月2日記)

このページの先頭へ
![]() TOPへ *鎌倉彫教室のご案内&講師紹介
TOPへ *鎌倉彫教室のご案内&講師紹介
*作品展示室 *鎌倉彫ノート *道具道楽
*笑遊放談録(:はみだし座談ブログ) *リンクの輪